-
10-05 2023
বেল ফার্নেসের কাজের নীতি এবং ব্যবহারের বৈশিষ্ট্যগুলি কী?
বেল ফার্নেস ব্যাপকভাবে ঢালাই লোহা গলানোর সরঞ্জাম, সহজ অপারেশন, কম শক্তি খরচ সুবিধার শিল্প উৎপাদনে ব্যবহৃত হয়।
-
10-03 2023
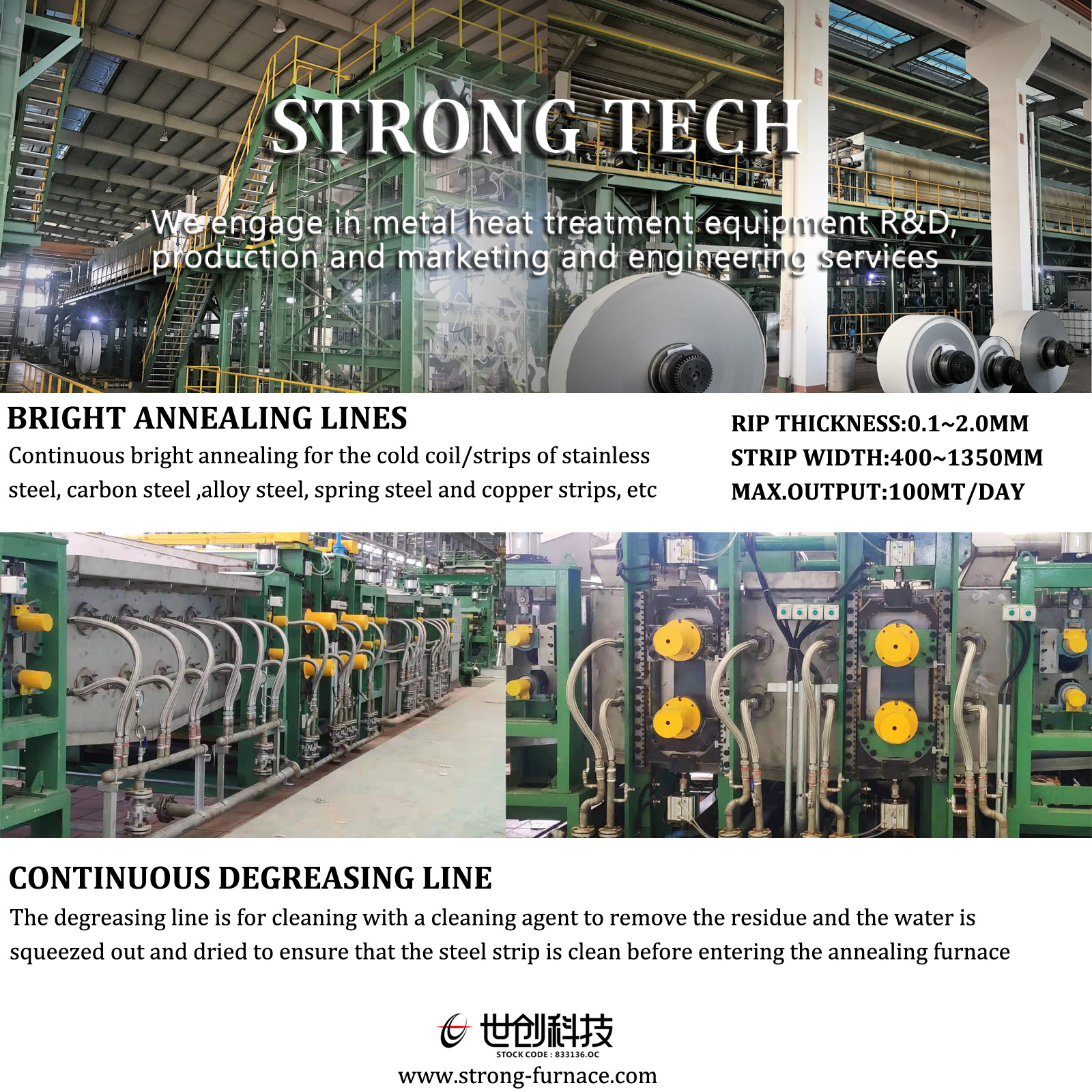
খাদ ইস্পাত প্রয়োজনীয়তা জন্য শক্ত লাইন
পছন্দসই সমতলতা এবং প্রসার্য শক্তি পেতে, নিম্নলিখিত কাঁচামালের প্রয়োজনীয়তাগুলি অবশ্যই পূরণ করতে হবে
-
09-09 2023
ইস্পাত টেম্পারিং পদ্ধতি কি কি?
-
09-06 2023
চুল্লি কর্ম annealing
-
08-30 2023
বোঝার জন্য 1 মিনিট: নির্গমন প্রক্রিয়া এবং পদ্ধতির পদক্ষেপ
-
08-28 2023
দ্রুত সব ধরনের স্টিলের কয়েলের মানের সমস্যা পান!