-
08-24 2023
ইস্পাত প্লেটের তাপ চিকিত্সা সরঞ্জাম কি কি?

-
08-23 2023
আপনি স্টেইনলেস স্টীল - উত্পাদন প্রক্রিয়া মৌলিক জ্ঞান পেতে হবে
-
07-26 2023
উল্লম্ব উজ্জ্বল অ্যানিলিং চুল্লি
-
11-05 2021
201 এবং 304 স্টেইনলেস স্টিলের মধ্যে পার্থক্য
এই পোস্টটি 201 এবং 304 স্টেইনলেস স্টিলের মধ্যে পার্থক্য উপস্থাপন করে। স্ট্রং মেটালের তাপ চিকিত্সা সরঞ্জামগুলি স্টেইনলেস স্টীল শিল্পে স্ট্রিপ কয়েলের অ্যানিলিং প্রক্রিয়ার জন্য ব্যাপকভাবে ব্যবহৃত হয়।
-
10-26 2021
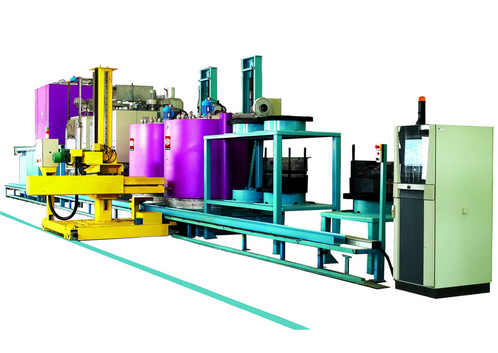
স্টেইনলেস স্টীল তাপ চিকিত্সা ধরনের
স্টেইনলেস স্টিলগুলি সাধারণত স্টেইনলেস স্টিলের প্রকার এবং চিকিত্সা চালানোর কারণগুলির উপর ভিত্তি করে তাপ-চিকিত্সা করা হয়। তাপ চিকিত্সা পদ্ধতি, যেমন স্ট্রেস রিলিভিং, হার্ডেনিং এবং অ্যানিলিং, ধাতুর নমনীয়তা এবং জারা প্রতিরোধের বৈশিষ্ট্যগুলিকে শক্তিশালী করে যা ফ্যাব্রিকেশনের সময় পরিবর্তিত হয়, বা ঘর্ষণ এবং উচ্চ যান্ত্রিক চাপ সহ্য করতে সক্ষম শক্ত কাঠামো তৈরি করে।
-
10-21 2021
গিয়ারের জন্য সাধারণত ব্যবহৃত উপকরণ এবং তাপ চিকিত্সা পদ্ধতি
সাধারণভাবে ব্যবহৃত গিয়ার উপকরণ হল বিভিন্ন মানের উচ্চমানের কার্বন স্ট্রাকচারাল স্টিল, অ্যালয় স্ট্রাকচারাল স্টিল, কাস্ট স্টিল, কাস্ট লোহা এবং অ ধাতব পদার্থ। সাধারণত ফোর্জিং বা রোল্ড স্টিল ব্যবহার করুন। যখন গিয়ার কাঠামোর আকার বড় হয় এবং চাকা ফাঁকা করা সহজ হয় না, তখন castালাই ইস্পাত ব্যবহার করা যেতে পারে; খোলা কম গতির সংক্রমণ জন্য, ধূসর castালাই লোহা বা নমনীয় লোহা ব্যবহার করা যেতে পারে। ভাল ব্যাপক কর্মক্ষমতা সঙ্গে স্টিল এড করা উচিত; উচ্চ গতির গিয়ারগুলি দাঁতের পৃষ্ঠের উপর খাড়া হওয়ার প্রবণ, এবং উচ্চ দাঁতের পৃষ্ঠের কঠোরতা সহ উপকরণগুলি এড করা উচিত; প্রভাব লোড সাপেক্ষে গিয়ার্স ভাল বলিষ্ঠতা সঙ্গে উপকরণ থেকে এড করা উচিত। উচ্চ-গতির জন্য, হালকা-লোড এবং কম-শব্দ গিয়ার ট্রান্সমিশন, অ ধাতব পদার্থ, যেমন কাপড় বাকেলাইট, নাইলন, ইত্যাদি ব্যবহার করা যেতে পারে।