- চুল্লি জন্য মাফলস
- অনুভূমিক চুল্লিগুলির জন্য মাফলস
- উল্লম্ব চুল্লি জন্য মাফলস
- বেল ফার্নেসেসের জন্য মাফলস
- কার্বুরাইজিং নাইট্রাইডিংয়ের জন্য মাফলস
- পরিবাহক চুল্লিগুলির জন্য মাফলস
- অ্যামোনিয়া ক্র্যাকারদের জন্য মাফলস




বেল-টাইপ অ্যানিলিং ফার্নেস উৎপাদনে সাধারণ সমস্যা এবং সমাধান

এর উৎপাদনে সাধারণ সমস্যা ও সমাধানবেল-টাইপ অ্যানিলিং চুল্লি
1. হার্ড ঘূর্ণায়মান - মূল কঠোরতা পণ্যের অনুমোদনযোগ্য কঠোরতা অতিক্রম করে, যার ফলে গুণমান অ-সঙ্গতি হয়।
কারণ: নিরোধক সময় খুব কম, এবং গাণিতিক মডেল পক্ষপাতদুষ্ট।
পাল্টা ব্যবস্থা: স্টিলের কয়েলের তাপমাত্রা পরীক্ষা করুন এবং গাণিতিক মডেলটি ক্রমাঙ্কন করুন।
2. প্রসার্য শক্তি সামঞ্জস্যপূর্ণ নয়-- প্রসার্য শক্তি এবং প্রসারিত ফ্র্যাকচার বেমানান, এবং দানাগুলি মোটা।
কারণ: নিরোধক সময় খুব দীর্ঘ, এবং গাণিতিক মডেল পক্ষপাতদুষ্ট.
পাল্টা ব্যবস্থা: স্টিলের কয়েলের তাপমাত্রা পরীক্ষা করুন এবং গাণিতিক মডেলটি ক্রমাঙ্কন করুন।
3. পৃষ্ঠে কার্বন জমা - চুল্লি থেকে ইস্পাত কুণ্ডলীর পৃষ্ঠে একটি কার্বন কালো স্তর রয়েছে৷
কারণ: খুব বেশি ঘূর্ণায়মান তেল, এবং কম তাপমাত্রায় নিরোধক সময় খুব কম।
পাল্টা ব্যবস্থা: কম-তাপমাত্রার নিরোধক সময় প্রসারিত করুন এবং সঞ্চালিত ফ্যানের গতি পরীক্ষা করুন।

4. ভূপৃষ্ঠের হলুদ হয়ে যাওয়া - চুল্লি থেকে বের হওয়ার পর ইস্পাতের কুণ্ডলীর পৃষ্ঠে অসম হলুদ দাগ রয়েছে৷
কারণ: চুল্লিতে জল থাকতে পারে এবং ভিতরের কভার ফ্ল্যাঞ্জটি সিল করা হয়নি।
পাল্টা ব্যবস্থা: শিশির বিন্দু নিরীক্ষণ করুন এবং ও-রিং প্রতিস্থাপন করুন।
5. স্টিকিং কয়েল - স্ট্রিপ স্তরগুলির মধ্যে আনুগত্য রয়েছে। গুরুতর ক্ষেত্রে, দুটি স্তর পৃথক করা যাবে না।
কারণ: নিরোধক সময় খুব দীর্ঘ এবং শীতল প্রক্রিয়া ভুল।
কাউন্টারমেজার: গাণিতিক মডেলটি ক্রমাঙ্কন করুন এবং শীতল প্রক্রিয়াটিকে অপ্টিমাইজ করুন
6. কার্লিং - স্টিলের কুণ্ডলীর প্রান্তটি অ্যানিলিং করার পরে ভিতরের দিকে বাঁকে যায়, যা একটি প্রধান সমস্যাঘণ্টা ধরনের চুল্লি.
কারণ: মধ্যবর্তী পরিচলন প্লেট ইস্পাত কুণ্ডলীর প্রান্তের ক্ষতি করে।
কাউন্টারমেজার: সমাধানটি অধ্যয়ন করা হয়েছে এবং একটি উল্লেখযোগ্য উন্নতি হয়েছে।
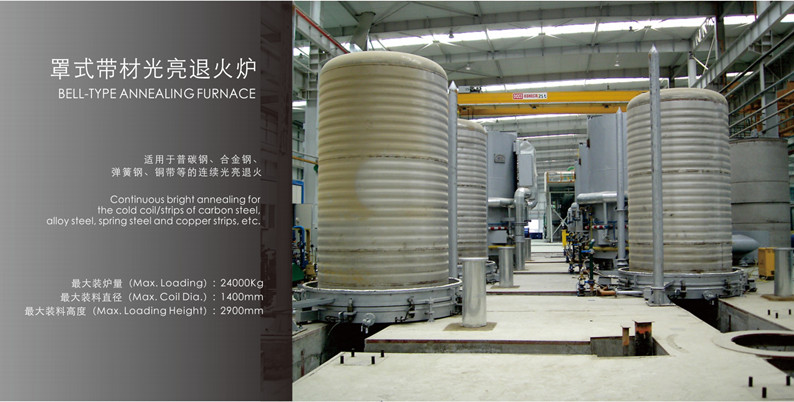
শক্তিশালী ধাতু এর কাস্টমাইজড বেল-টাইপ কুণ্ডলী annealing চুল্লিকার্বন ফালা এবং খাদ ইস্পাত উজ্জ্বল annealing জন্য উপযুক্ত. অ্যানিলিং চিকিত্সার পরে কুণ্ডলী পৃষ্ঠ উজ্জ্বল এবং কঠোরতা অভিন্ন। উপরন্তু, এটি তামা ফালা, তার, বসন্ত ইস্পাত ফালা এবং তারের উজ্জ্বল তাপ চিকিত্সার জন্য ব্যবহার করা যেতে পারে।
কোল্ড রোলিং পরে ইস্পাত ফালা কঠিন এবং ভঙ্গুর হয়. পরবর্তী ঠান্ডা গঠন প্রক্রিয়ার জন্য প্রয়োজনীয় নমনীয়তা অর্জনের জন্য এটিকে একটি পুনঃক্রিস্টালাইজেশন অ্যানিলিং প্রক্রিয়া পাস করতে হবে।বেল টাইপ চুল্লিএছাড়াও কল হয়ব্যাচ annealing চুল্লি.
পণ্যের বর্ণনা:
1) প্রতিরক্ষামূলক বায়ুমণ্ডল অধীনে উজ্জ্বল annealing;
2) বায়ুমণ্ডলের গ্যাস অ্যামোনিয়া পচনশীল গ্যাস বা h2 হাইড্রোজেন হতে পারে;
3) তাপমাত্রা স্বয়ংক্রিয়ভাবে পিএলসি সিস্টেম দ্বারা নিয়ন্ত্রিত;
4) উত্পাদন পিএলসি নিয়ন্ত্রণ ব্যবস্থা প্রক্রিয়াকরণ;
5) মডিউল নকশা, নমনীয় এবং ভবিষ্যতে উত্পাদন সম্প্রসারণের জন্য সহজ;
স্পেসিফিকেশন:
প্রকার: বেল টাইপ
গরম করার পদ্ধতি: গ্যাস, বিদ্যুৎ
প্রতিরক্ষামূলক গ্যাস: অ্যামোনিয়া পচনশীল গ্যাস বা হাইড্রোজেন
সর্বোচ্চ প্রতি ঘণ্টা লোড হচ্ছে: 24 টন
সর্বোচ্চ কয়েল ডায়া: 1400 মিমি
সর্বোচ্চ লোডিং উচ্চতা: 2900 মিমি